札幌プラスチックリサイクル(株)の廃プラ油化事業
塩ビを含む都市ごみ系廃プラを一括処理。東芝の油化技術を導入
| |
先に本稿でご紹介した(平成9年3月号)、(株)東芝の「塩化ビニル混入廃プラスチック油化処理装置」を導入した商用プラントが、いよいよ本格的に動き出しました。札幌市リサイクル団地内にある札幌プラスチックリサイクル(株)の廃プラスチック油化処理施設(札幌市東区中沼町45―57/TEL.011―792―3570)がそれ。都市ごみ中の容器包装プラスチックを、塩ビも含め一括して油化処理できる効率的なシステムに、いま地元市民や自治体関係者の注目が集まっています。 |
|
■ 容リ法「その他プラ」の再商品化に対応
|
| |
|
人口180万を擁する札幌市は、かねてから「環境問題に積極的に取り組んでいる自治体」として高い評価を得ています。同市では平成6〜8年にかけ“地域内でのゼロエミッションを目指し、資源循環型社会を構築する”という方針のもと、全国に先駆けて札幌市リサイクル団地を造成、さらに同団地を中核とするエコタウン札幌計画を策定して(平成10年9月国の承認取得)、生ごみ、廃タイヤ、PETボトル、建材、びん・缶等のリサイクルプラントを次々に整備するなど、精力的な活動が進められています。
この7月3日からは、全市域を対象に容器包装リサイクル法における「その他プラスチック」の分別収集もスタートしており、政令指定都市では初の取り組みとして反響を呼びました。
札幌プラスチックリサイクル(株)(上山元雄社長/本社=札幌市中央区北3条西1丁目10番地)は、こうした札幌市の動きに対応して平成10年10月、(株)東芝、(株)テルム(東芝の環境部門の中核)、三井物産(株)、札幌市などの合弁で設立された再商品化事業者で、今回ご紹介する油化処理施設は、札幌市で収集された容器包装プラスチックの油化処理を目的に、同社が52億円を投じて建設した大規模リサイクルプラントです。リサイクル団地の中ではちょうど10番目のプラントとなるもので、国のエコタウン事業の指定も受けています。
上山社長によれば、「今年2月の竣工後、4月からの試験稼働を経て、7月から本稼働に入った。既に生成油の販売も行っており、利用者からは品質がよいと好評を得ている」とのことです。 |
■ 処理量1日40トン。回収塩酸の再利用も
|
| |
|
 札幌プラスチックリサイクル(株)の油化処理施設は、札幌市が団地内に整備した中沼プラスチック選別センターに隣接しており、当初の設計段階から「市の回収作業と整合性のあるプラント」とすることで効率的なリサイクルが実現できるように配慮されています。 札幌プラスチックリサイクル(株)の油化処理施設は、札幌市が団地内に整備した中沼プラスチック選別センターに隣接しており、当初の設計段階から「市の回収作業と整合性のあるプラント」とすることで効率的なリサイクルが実現できるように配慮されています。
札幌市の選別センターは、1日約83トン(年1万9,000トン)の処理能力を有し、市内から回収されたプラスチックごみは、ここでPETボトルや金属などの異物を取り除かれ、圧縮梱包された後、フォークリフトで札幌プラスチックリサイクル(株)に搬入されます。
一方、油化処理施設の処理能力は、前処理工程(破砕〜造粒)で日量43.5トン(21.75トン×2系列)、油化処理工程で日量40トン(20トン×2系列)となっており、同型のシステム2ラインでひとつの設備を構成する形です。
プラントの特徴としては、常圧分解装置であるために操作性、安全性に優れていること、触媒を使わずに油化できることなど様々な点が上げられますが、やはり最大のポイントは、塩ビを分別することなくプラスチックの油化ができる一貫システムの優秀性と効率性にあります。
東芝が平成8年から開発を進めてきた「塩化ビニル混入廃プラスチック油化処理装置」を技術の要に採用することで、油の回収はもちろん、塩ビから発生する塩化水素ガスを塩酸として回収し再利用することも可能なシステムが完成しました。 |
■ 廃プラ1トンから約700kgの生成油
|
| |
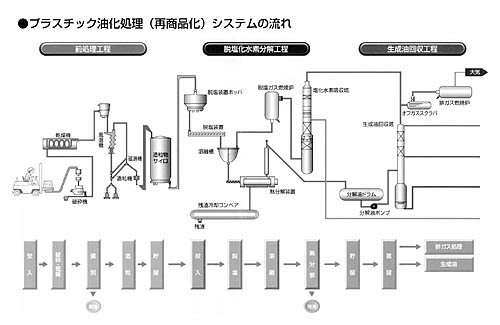
 処理工程は図に示したとおり、大きく分けて、(1)前処理工程、(2)脱塩化水素・分解工程、(3)生成油回収工程という3つの工程から成っています。 処理工程は図に示したとおり、大きく分けて、(1)前処理工程、(2)脱塩化水素・分解工程、(3)生成油回収工程という3つの工程から成っています。
5ミリ程度のペレットに成型されたプラスチックを、溶融槽において300℃程度の温度で脱塩化水素し、次の熱分解装置において500℃まで加熱して油ガスを発生させた後、油ガスは一旦冷却して分解油ドラムに溜め、最後に生成油回収塔で油を蒸留する、というのが大まかなプロセスです。
同社の橘秀昭技術顧問の説明では、塩ビ10%混入の場合、1トンのプラスチックから得られる油の量は約700kg。技術的には塩ビが50%まで混ざっていても処理可能ですが、都市ごみ中の塩ビ製品の量はそれほど多くはなく、札幌市では8〜10%程度と見られています。
回収される生成油は軽質油、中質油、重質油の3種類で量的にはそれぞれ3分の1づつですが、ポリプロピレンが多いと中質油が増えるなど、処理するプラスチックの組成で少しづつバランスが異なります。
 このうち、現在販売されているのはA重油相当の品質を持つ中質油で、札幌市の関連施設などでボイラー用などに利用されています。また、軽質油はナフサ相当で、こちらはプラント自体の熱源として利用されています。C重油相当の重質油も、発電機(2,000キロワット×2台)用の燃料として利用され、これで場内消費電力の大半をまかなうことができるとのことです。
このうち、現在販売されているのはA重油相当の品質を持つ中質油で、札幌市の関連施設などでボイラー用などに利用されています。また、軽質油はナフサ相当で、こちらはプラント自体の熱源として利用されています。C重油相当の重質油も、発電機(2,000キロワット×2台)用の燃料として利用され、これで場内消費電力の大半をまかなうことができるとのことです。 |
■ 市民も塩ビの処理に理解
|
| |
 排ガスの処理工程も図に示したとおり。塩化水素ガスは脱塩ガス燃焼炉でガス中の有機物を燃やした後、塩化水素吸収塔に送られ、塩酸として回収されます。さらに、塩化水素吸収塔からの排ガスは、生成油回収塔からのオフガスとともにスクラバー、排ガス燃焼炉という2段階の処理を経て完全に無害化されます。 排ガスの処理工程も図に示したとおり。塩化水素ガスは脱塩ガス燃焼炉でガス中の有機物を燃やした後、塩化水素吸収塔に送られ、塩酸として回収されます。さらに、塩化水素吸収塔からの排ガスは、生成油回収塔からのオフガスとともにスクラバー、排ガス燃焼炉という2段階の処理を経て完全に無害化されます。
回収塩酸の利用方法としては、洗浄剤、アルカリ中和剤などのほか、塩化第二鉄に変えて汚泥の凝集剤として道内の化学メーカーに利用してもらう計画もあり、現在品質のチェックが進められています。ちなみに、塩酸の濃度は21%と、一般的な回収塩酸(10〜12%程度)よりもかなり高い値となっています。
一方、熱分解工程で出る残渣は炭素が主成分で5,000キロカロリー程度の熱量を有しているため、これについても燃料としての再利用が検討されています。
以上のような札幌プラスチックリサイクル(株)の事業に対して、社会的な注目も日ごとに高まってきているようです。「最近は見学者も非常に多く、地元の市民をはじめ、自治体関係者、産廃処理業者まで幅広い分野の人々が見学に訪れている。塩ビも含めて油化できるというプラントの利点は、見学者にも十分理解されていると思う」(上山社長)。
札幌プラスチックリサイクル(株)では、札幌市が今年度収集する予定の1万2,000トンのうち4,000トンを油化で処理する計画ですが(残りは高炉原料化)、量の問題は別として、政令都市による全国初の試みが着実に動き出したことは、全プラスチック業界にとって注目すべき出来事と言えそうです。 |
|
